
साथीहरु जसले गर्छन्लगानी कास्टिंगथाहा पाउनुहोस् कि यो व्यवसाय "विवरणहरू सफलता वा विफलता" को बारे मा सबै छ। ग्राहकहरू विमान ब्लेडहरू, मेडिकल उपकरण वा सटीक उपकरणको भागहरू, र 0.01 MM को भिन्नता हुन सक्छ। आज, कसरी कास्टिंगको कसरी हासिल गर्ने भन्ने बारेमा कुरा गरौं।
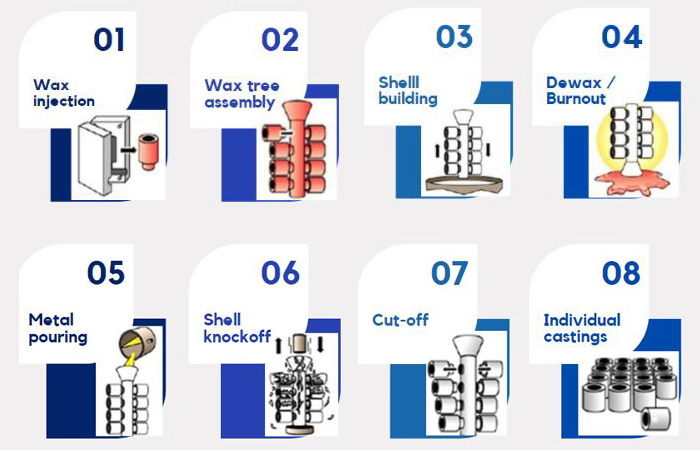
1। मोम मोडेल बनाउने - सटीकताको "पहिलो पास"
मोम मोडेल क्यास्टिंगको "जीन" जस्तै छ। यदि यो चरण टेढो छ भने, सबै बाँकी व्यर्थ हुनेछ। अब मुख्यधाराले थ्रीडी प्रिन्टिंग मोम मोडेलहरू प्रयोग गर्दछ, र प्रकाश-सुरक्षित रेसिनको शुद्धता ± 0.05mm पुग्न सक्दछ, जुन परम्परागत हातले बनाएको भन्दा राम्रो छ। तर तापमान नियन्त्रणमा ध्यान दिनुहोस्। यदि कार्यशाला तापमान 5 ℃ द्वारा भिन्न छ भने मोजा मोडेलको संकुचन दर अनियमित हुन सक्छ। यसलाई स्थिर तापक्रम र आर्द्रता उपकरणहरू प्रयोग गर्न सिफारिस गरिन्छ, यो थोरै पैसा बचत नगर्नुहोस्।
2 शेल बनाउने प्रक्रिया - सिरेमिक शेल "खाडल" तपाईलाई नदिनुहोस्
सिलिका सोमन पेन्टका कतिवटा तहहरू लागू हुन्छन् र प्रत्येक तहले कसरी मोटो स्क्रिप्टमा राखिन्छ। एउटा कारखाना अल्छी थियो र एक कम लेयर ब्रश गर्यो, कास्टिंगको सतहमा बालुवा प्वालमा परिणाम स्वरूप। अब यो "ग्रेडियन्ट खोल निर्माण" प्रयोग गर्न लोकप्रिय छ - बाहिरी तहका लागि भित्री तह र मोटा पाउडरका लागि राम्रो पाउडर, जसले बाहिरी तहको लागि मात्र, मात्र तनाव विवाद पनि कम गर्न सक्दैन। लामो समयको लागि शेल सुख्खा गर्न सम्झनुहोस्, अन्यथा यसले "विस्फोट" भैरहने छ "विस्फोट गर्नुहोस्।
Rew। मलिन धातुको "स्वभाव" लाई बुझ्नु पर्छ
स्टेनलेस स्टील र उच्च-तापमान Allioy को shrinchage दर 1% द्वारा फरक हुन सक्छ! मोल्ड आकार भौतिक गुणहरूको आधारमा समायोजन गर्नुपर्दछ। खन्याई तापमान अझ बढी महत्वपूर्ण छ। एक निश्चित उड्डयन पार्ट कारखाना सीधा खेर फालियो किनभने तापमान 20 ℃ माथि थियो र अनाज को आकार मोटा थियो। अब हामी मोल्ड आउट विश्लेषण सफ्टवेयर सफ्टवेयर प्रयोग गर्न अग्रिम रूपमा नक्कल गर्न प्रयोग गर्दछौं, जुन परीक्षण र त्रुटि भन्दा बढी भरपर्दो छ।
।
यो रोबोटहरू प्रयोग गर्न रोबोटहरू प्रयोग गर्न धेरै स्थिर छलगानी पेसाम्यानुअल कार्य भन्दा, तर प्रोग्रामिंग ठीक छ। मैले मानिसहरूलाई समस्या बचाउन ठूलो ग्राहंजिंग पा els ्ग्रा प्रयोग गरेको देखेको छु, तर ती पातलो-पर्खाल भागहरूमार्फत फल दिन्छन्। "चुम्बकीय पीस" अब लोकप्रिय छ। साना भागहरू चुम्बकीय क्षेत्रमा आफैंले राउन्ड हुन्छन्, र शुद्धता ± 0.02mm लाई नियन्त्रण गर्न सकिन्छ।
।
तीन-समन्वय मापन मेसिन मानक हो, तर एक्स-रे त्रुटि पत्ता लगाउन नबिर्सनुहोस्। त्यहाँ एक कारखाना थियो जसले टर्बाब ब्लेडहरू बनायो। सतह निरीक्षण सबै योग्य थियो, तर एक्स-रे आन्तरिक बगैंचा भेट्टाए र लगभग ग्राहकको आदेश हरायो। अब Ai दृश्य निरीक्षण पनि प्रयोग गरीन्छ, जुन मानव आँखा भन्दा छिटो हुन्छ र गल्ती गर्दैन।
निष्कर्ष:
अन्तिम विश्लेषणमा, कास्टिंगको शुद्धता उपद्रवको शुद्धता "संयोजन पंचहरू" द्वारा प्राप्त हुन्छ। मोम मोल्डबाट निरीक्षकहरूदेखि निरीक्षण गर्न, प्रत्येक लिंकलाई गम्भीरताका साथ लिनुपर्दछ। अब बजार प्रतिस्पर्धा यति विचलित छ, जसले एक अतिरिक्त 0.01mmm गर्न सक्दछ उच्च-अन्त अर्डर लिन सक्छ। अर्को पटक ग्राहकले "कसरी शुद्धता सुनिश्चित गर्न" सोध्छन्, यो लेख उनीमा फ्याँक्नुहोस् - पेशेवर मामिलाहरू पेशेवर विधिहरूको साथ समाधान गर्नुपर्दछ।
एक पेशेवर निर्माता र आपूर्तिकर्ताको रूपमा हामी उच्च-गुणवत्ताका उत्पादनहरू प्रदान गर्दछौं। यदि तपाईं हाम्रो उत्पादनहरूमा रुचि राख्नुहुन्छ वा कुनै प्रश्नहरूको लागि, कृपया स्वतन्त्र महसुस गर्नुहोस्हामीलाई सम्पर्क गर्नुहोस्।
हाम्रा धेरैजसो उद्धरणहरू 24/36 घण्टा भित्र डेलिभर हुन्छन्। र सामान्यतया धेरै कम समय मा, परियोजना विवरण मा निर्भर गर्दछ।
हाम्रो टोलीले तपाइँलाई तपाइँको CNC मेसिनिङ उद्धरणको बारेमा सिधै सम्पर्क गर्नेछ र तपाइँ तपाइँको उद्धरणको सबै पक्षहरू बुझ्न र तपाइँको विकल्पहरूको बारेमा तपाइँसँग हुन सक्ने कुनै पनि प्रश्नहरूको जवाफ दिन सुनिश्चित गर्न को लागी।